A common problem in many machine shops is that the machined part doesn't fully fit through the GO end, or the NOGO end still slips through. The lathe, cutting tool, and CNC program are all working correctly, and the dimensions measured with calipers are within acceptable limits, yet the product still fails the final inspection.
A fairly common cause stems from a very minor issue: using the wrong metric thread gauge for an inch threaded part, or vice versa. Even a slight difference in thread pitch or profile is enough to skew the inspection results.
Therefore, understanding the differences between the two thread systems is crucial to avoiding unnecessary errors, especially for precision machining units, bolt and component manufacturers for export, or those maintaining imported equipment.
What are the differences between metric threads and inch threads?
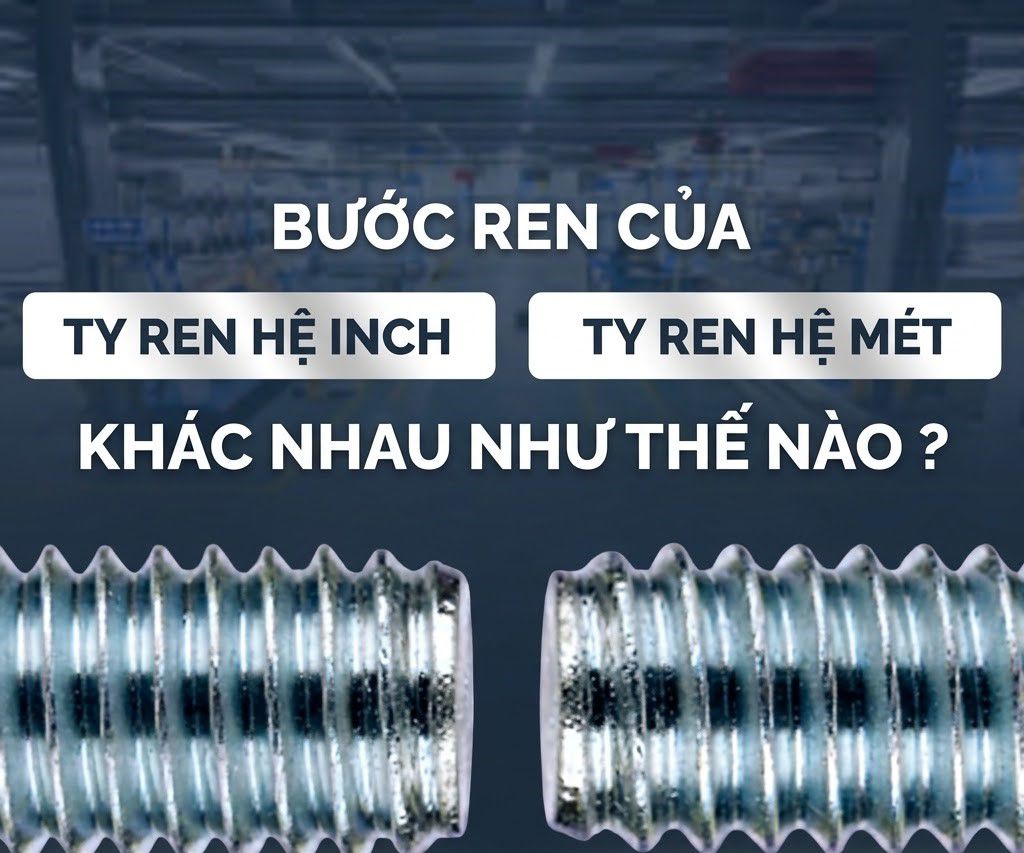
To the naked eye, many types of threads have quite similar shapes, making them easy to confuse. However, the nature of these two thread systems is based on completely different principles.
Metric threads use millimeters to determine the thread pitch. The distance between two consecutive thread peaks is the thread pitch.
Examples:
+ M10×1.5 means a nominal diameter of 10 mm and a thread pitch of 1.5 mm.
+ M12×1.75 means the distance between two consecutive thread turns is 1.75 mm.
Meanwhile, inch threads are defined by the number of thread turns per inch of length, also known as TPI (Threads Per Inch).
Examples:
+ 1/2"-13 UNC means there are 13 thread turns per inch.
+ 1/4"-20 UNC corresponds to 20 threads per inch.
The difference in units of measurement is what makes the two thread systems interchangeable.
The thread system can be identified by looking at the symbols
For technical drawings or machining details, symbols often help to quickly identify the type of thread being used.
Metric threads usually begin with the letter M:
+ M6×1
+ M8×1.25
+ M10×1.5
+ M20×2.5
Inch threads, on the other hand, use fractional or decimal sizes with thread standards:
+ 1/4"-20 UNC
+ 3/8"-24 UNF
+ 1/2"-13 UNC
If you encounter the symbols BSP, BSW, UNC, or UNF, it is almost certainly an inch thread.
By correctly identifying the symbol from the start, the risk of choosing the wrong gauge will be significantly reduced.
How are metric and inch thread pitches calculated?
This is the most common mistake made by those new to mechanics. With metric threads, the pitch is directly expressed in millimeters. For example, M10×1.5 means the distance between two consecutive thread peaks is 1.5 mm. For inch threads, the pitch is expressed indirectly through the number of threads per inch of length.
Example:
+ 1/2"-13 UNC has 13 threads on a length of 25.4 mm.
Converting to metric:
P = 25.4 ÷ 13 ≈ 1.95 mm
Although the outer diameter is quite close to some metric threads, the thread profile and pitch are still different, so they cannot be checked against each other using the same jig.
Are the thread crest angles the same?
Most ISO metric threads use a 60° apex angle. American thread systems such as UNC and UNF also use a 60° angle.
However, many British thread standards such as BSP or BSW use a 55° apex angle. This seemingly small difference directly affects the fit between thread surfaces. If the wrong gauge is used, the tolerance measurement results will not accurately reflect the actual quality of the part.
Why can't metric and inch thread gauges be used interchangeably?
Many people often think that as long as the diameters are similar, they can use the same gauge. In reality, thread gauges not only check the diameter but also simultaneously evaluate:
- Thread pitch.
- Thread profile.
- Thread angle.
- Thread tolerance.
For example, M12×1.75 and 1/2"-13 UNC have fairly similar dimensions but completely different profiles.
Try to use the wrong gauge not only gives incorrect results but also damages the thread surface of the part or reduces the lifespan of the gauge itself.
How do GO/NOGO maintenance checks work?
Most thread gauges are designed according to the GO/NOGO principle. The GO end represents the maximum allowable limit of the thread and must penetrate the entire thread length according to the standard. The NOGO end represents the minimum tolerance limit and is only allowed to penetrate very little or not at all into the thread.
This principle allows operators to quickly assess thread quality without measuring each parameter individually.
The INSIZE thread gauges distributed by EMIN, such as INSIZE 4120, INSIZE 4121, INSIZE 4220, and INSIZE 4221, all utilize the GO/NOGO principle, suitable for quick inspection in mass production.
How can you tell if a part uses metric or inch threads?
Even without technical drawings, it's still possible to determine the thread type relatively accurately using simple methods.
Observing the markings on the product is the quickest way.
If there are no markings, a caliper combined with a thread gauge will help determine the thread type quite easily.
Additionally, many machine shops often prepare both metric and inch thread gauges to check and compare on-site. This method saves a lot of time compared to waiting for the finished product to discover any discrepancies.
Which is more common in Vietnam: metric or inch thread?
Most domestically produced machinery, European equipment, and Japanese equipment use metric threads.
Conversely, inch threads are more commonly found in:
- American equipment.
- The oil and gas industry.
- Aviation.
- Machinery imported from North America.
- Pipelines conforming to BSP standards.
Therefore, companies specializing in processing export goods or repairing imported equipment often need to equip themselves with both types of gauges.
How to choose the right thread gauge to avoid buying the wrong one?
Before choosing, you need to clearly determine:
- Internal or external thread.
- Metric or inch system.
- Nominal diameter.
- Thread pitch or TPI.
- Applicable standard such as ISO, UNC, UNF, or BSP.
After determining all the above parameters, choosing the right gauge will be much simpler.

The INSIZE thread inspection jigs that EMIN distributes are manufactured with high precision, meeting the needs of thread inspection in precision machining, bolt manufacturing, machine parts, and export-oriented components.
A properly sized jigs not only helps detect deviations from the very beginning but also significantly reduces the cost of repair, rework, or discarding defective products at the final stage.