In many ultrasonic welding machines, the booster acts as an intermediate link between the transducer and the welding head. Without this component, or if the chosen unit is unsuitable, the vibrations generated may not reach the desired amplitude, thus affecting the stability of the weld.
Therefore, in applications requiring high precision or continuous operation over long periods, boosters are often given more attention than initially thought.
Ultrasonic welding machines work by creating high-frequency vibrations on the material
Ultrasonic welding machines operate on the principle of converting electrical energy into high-frequency mechanical vibrations. When these vibrations travel to the contact area between two materials, local friction occurs, generating heat at the bonding surface.
Thanks to this short-lived heat generation, materials can be bonded together without the need for glue, screws, or traditional heating methods.
This method is quite common in the plastics, electronics, packaging, and parts industries requiring high uniformity. Some products require minimal surface treatment after welding, significantly improving processing speed in large-scale production.
On machines like the Danrel DR-2000, the booster is often adjusted according to the type of welding head and material being processed to maintain more stable vibrations during continuous operation.
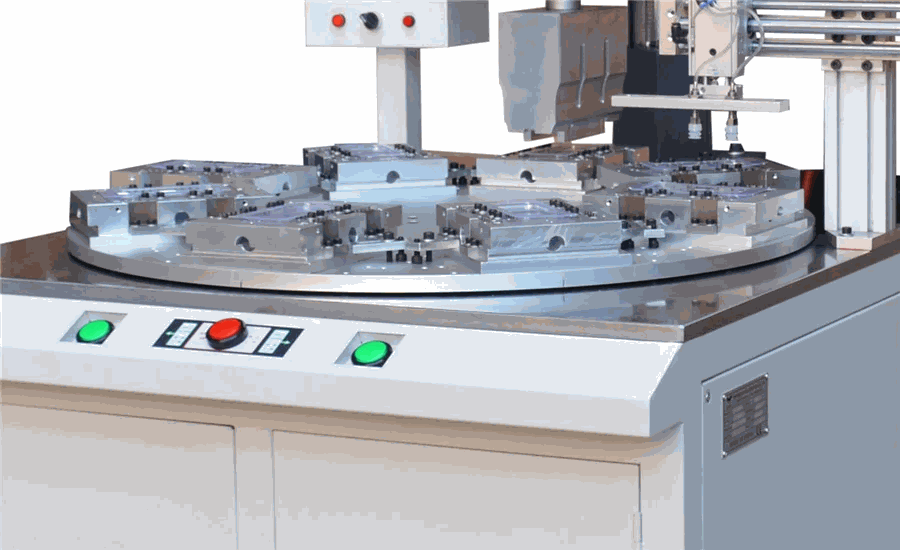
To create stable vibrations, ultrasonic welding machines typically consist of several interconnected components such as a transmitter, transducer, booster, and welding head. The booster is the part that regulates how vibrations are transmitted before directly impacting the product.
What exactly is a booster in an ultrasonic welding machine?
An ultrasonic booster can be simply understood as a component used to change the amplitude of vibration during the welding process. It is usually installed between the ultrasonic transducer and the welding head to adjust the vibration level to suit different product types.
Depending on the design, the booster can increase or decrease the amplitude of vibration before transmitting it to the welding head. Therefore, the same ultrasonic welding machine can still be suitable for many different materials or product sizes after adjusting the configuration accordingly.
If you imagine the transducer as the part that creates the initial vibration, the booster plays the role of adjusting how that vibration is amplified and transmitted to the welding area.
This is also why many people, when changing the product being processed, often have to replace the booster or choose a type with a more suitable amplification ratio.
Why does the booster significantly affect the stability of the weld?
During ultrasonic welding, vibrations need to be not only strong enough but also stable and appropriate for the material being processed. If the amplitude is too large, thin materials may deform or overheat too quickly. Conversely, if the oscillation is too low, the weld may not be strong enough.
The booster helps adjust this before energy is transmitted to the welding head. This allows the machine to produce vibration levels more suitable for different product types, rather than maintaining a fixed configuration for all applications.
In small parts or products requiring high uniformity, this difference is often more noticeable during continuous operation.
In addition to changing the vibration amplitude, the booster also helps the system operate more stably at the appropriate resonant frequency. When vibrations are transmitted more efficiently, the excess heat generated during operation is also significantly reduced.
Not all boosters are used the same way for all ultrasonic welding machines
A common misconception among newcomers is that boosters are interchangeable across all models. In reality, these components are typically designed for specific frequency and power levels.
Current ultrasonic welding machines commonly use the following frequency ranges:
+ 15kHz
+ 20kHz
+ 28kHz
+ 35kHz
+ 40kHz
Each frequency group requires a suitable booster to ensure vibrations operate according to the machine's characteristics.
In addition to frequency, booster design also varies depending on:
- the type of material being processed
- the product size
- the desired vibration amplitude
- the machine power
- the type of welding head used
Therefore, when changing products or switching to a different machining method, many workshops also have to consider adjusting the booster to maintain the stability of the weld.
Read more:
How does frequency-detection ultrasound affect image quality?
Why do many factories often replace booster pumps when changing products during processing?
Some products require strong welding force to join thicker materials. However, other components only need small, stable vibrations to avoid damaging the surface or structure of the product.
If the same old booster is used for all applications, the quality of the weld will sometimes show noticeable differences between products.
In plastics or electronics manufacturing workshops, changing boosters according to product type is not uncommon. Some companies even prepare multiple configurations to suit specific product groups.
This is especially noticeable in applications requiring high precision or continuous operation over long periods.
A suitable booster helps the ultrasonic welding machine operate more stably for extended periods
Many people, when looking at an ultrasonic welding machine, often think the most important part is the power or the welding head. However, in actual operation over a long period, the booster significantly affects the stability of the entire vibration process.
When the amplitude is adjusted appropriately, the energy transferred to the material is usually more even, the weld is more stable, and residual heat during operation is significantly reduced.
Above, EMIN has explained why the booster is not simply a connecting part in the machine, but a component that directly affects how the ultrasonic welding machine operates with different types of products.